Стандарт устанавливает два метода определения показателя текучести расплава термопластичных пластмасс (термопластов): метод А — по массе ПТР (MFR) и метод Б — по объему ПТРу (MVR) при заданных значениях температуры и нагрузки.
- Главная
- О нас
- Справочная информация
- ГОСТ 11645-2021 МЕТОДЫ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ТЕКУЧЕСТИ РАСПЛАВА ТЕРМОПЛАСТОВ
ГОСТ 11645-2021 МЕТОДЫ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ТЕКУЧЕСТИ РАСПЛАВА ТЕРМОПЛАСТОВ
21.01.2022
23569
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ 11645-2021
ПЛАСТМАССЫ
Методы определения показателя
текучести расплава термопластов
(ISO1133-1:2011, NEQ)
ГОСТ 11645-2021
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Акционерным обществом «Институт пластических масс имени Г.С. Петрова» на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2021 г. № 141-П)
За принятие проголосовали:
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2021 г. № 1377-ст межгосударственный стандарт ГОСТ 11645–2021 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2022 г.
5 В настоящем стандарте учтены основные нормативные положения международного стандарта ISO 1133-1:2011 «Пластмассы. Определение индекса текучести расплава термопластов по массе (MFR) и по объему (MVR). Часть 1. Стандартный метод» [«Plastics — Determination of the melt mass-flow rate (MFR) and melt volume-flow rate (MVR) of thermoplastics — Part 1: Standard method», NEQ]
6 ВЗАМЕН ГОСТ 11645–73
ГОСТ 11645–2021
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАСТМАССЫ
Методы определения показателя текучести расплава термопластов
Plastics. Methods for determination of flow index of thermoplastics melt
Дата введения — 2022-09-01
1 Область применения
Настоящий стандарт устанавливает два метода определения показателя текучести расплава термопластичных пластмасс (термопластов): метод А — по массе ПТР (MFR) и метод Б — по объему ПТРу (MVR) при заданных значениях температуры и нагрузки.
Условия испытаний приводят в документе по стандартизации или технической документации на термопласт. Если такие указания отсутствуют, рекомендуется применять условия, приведенные в приложении А. В приложении Б приведены условия определения показателей текучести расплава термопластов, используемые в международных стандартах.
Показатель текучести расплава по объему ПТРу рекомендуется применять при сравнении термопластов с разным содержанием наполнителей и сравнении термопластов с наполнителями и без.
Если известна плотность расплава термопласта при температуре и давлении, при которых проводят испытания, значение ПТР можно определить из полученного значения ПТРу или наоборот.
Метод, установленный в настоящем стандарте, можно применять к термопластам, на реологические характеристики которых такие явления, как, например, гидролиз или образование поперечных связей, оказывают незначительное влияние и повторяемость и воспроизводимость результатов измерений находятся в допустимых пределах.
Для термопластов, на реологические характеристики которых в процессе измерения оказывается значительное влияние, настоящий стандарт неприменим. В этих случаях следует применять стандарт [1].
Примечание — Принимая во внимание, что скорость сдвига при испытании значительно меньше скорости сдвига при переработке, результаты испытаний, полученные для разных термопластов, не всегда будут коррелировать с их характеристиками в процессе переработки, поэтому данные методы используют в основном для контроля качества.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
- ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
- ГОСТ 2999 Металлы и сплавы. Метод измерения твердости по Виккерсу
- ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
- ГОСТ 33366.1 (ISO 1043-1:2011) Пластмассы. Условные обозначения и сокращения. Часть 1. Основные полимеры и их специальные характеристики
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 показатель текучести расплава по массе; ПТР, г/10 мин (melt mass-flow rate, MFR): Масса термопласта, экструдированного через капилляр заданных длины и диаметра в течение 10 мин при заданных значениях температуры и нагрузки.
3.2 показатель текучести расплава по объему; ПТРу, см3/10 мин (melt volume-flow rate, MVR): Скорость экструдирования расплавленного термопласта через капилляр заданных длины и диаметра при заданных значениях температуры, нагрузки и положении поршня определяют в камере экструзионного пластометра, как объем термопласта, экструдированный в течение заданного времени.
3.3 нагрузка Н (кгс) (load): Суммарная сила, прилагаемая массой поршня и дополнительного груза, соответствующая заданным условиям испытания.
3.4 предварительно подготовленная таблетка (preformed compacted charge): Образец для испытания, подготовленный из пробы испытуемого термопласта, в форме таблетки.
Примечание — Для предотвращения образования пузырьков воздуха в экструдируемых отрезках порошкообразные материалы или материалы в виде хлопьев, лент, пленки рекомендуется предварительно прессовать в таблетки.
3.5 тепловой цикл (time-temperature history): Последовательность изменения температуры и времени, воздействующих на термопласт в процессе испытания, включая подготовку образца.
3.6 капилляр (standard die): Капилляр длиной (8,000±0,025) мм, внутренним диаметром (2,095±0,005) или (1,180±0,005) мм.
3.7 капилляр половинного размера (halfsize die): Капилляр длиной (4,000±0,025) мм и внутренним диаметром (1,050±0,005) или (1,180±0,005) мм.
3.8 пластмассы, чувствительные к влаге (moisture-sensitive plastics): Пластмассы, реологические характеристики которых зависят от содержания влаги.
Примечание — Пластмассы, содержащие абсорбированную воду, при нагревании выше температуры перехода в стеклообразное состояние (для аморфных пластмасс) или температуры плавления (для полукристаллических пластмасс) подвергаются гидролизу, приводящему к уменьшению их молекулярной массы и, следовательно, уменьшению вязкости расплава и увеличению значений показателей ПТР и ПТРу.
3.9 контрольный датчик температуры: Прибор для измерения заданной температуры испытания.
3.10 калибровочный датчик температуры: Вспомогательный датчик температуры, используемый для калибровки контрольного датчика температуры.
4 Сущность метода
Показатель текучести расплава по массе (ПТР) и показатель текучести расплава по объему (ПТРу) определяют путем экструдирования расплавленного материала из прибора (экструзионного пластометра) через капилляр установленных длины и диаметра при заданных значениях температуры и нагрузки.
Для получения значения показателя текучести расплава по массе ПТР (см. метод А) взвешивают отрезки экструдированного термопласта, последовательно отсекаемые через определенные (одинаковые) интервалы времени, и вычисляют массу термопласта, экструдированного за 10 мин, в граммах.
Для получения показателя текучести расплава по объему ПТРу (см. метод Б) измеряют смещение поршня за установленное время или время, потребовавшееся поршню для смещения на заданное расстояние, и вычисляют значение показателя (см3/10 мин).
Показатель текучести расплава по объему можно преобразовать в показатель текучести расплава по массе и наоборот, если известна плотность расплава испытуемого материала при температуре испытания.
Примечание — Для вычисления требуется значение плотности расплава при температуре и давлении испытания. На практике давление при испытании низкое, поэтому можно использовать значения плотности, полученные при температуре и атмосферном давлении, при которых проводят испытания.
5 Аппаратура
5.1 Экструзионный пластометр
5.1.1 Общие положения
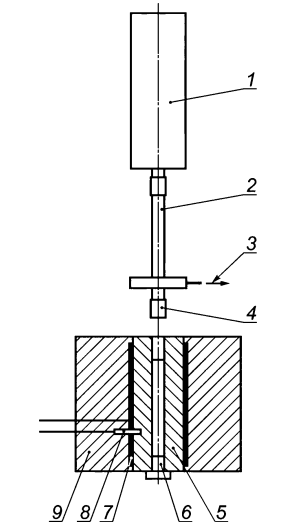
Для определения показателя текучести расплава используют экструзионный пластометр, обеспечивающий поддержание заданной температуры испытания. Схема экструзионного пластометра приведена на рисунке 1.
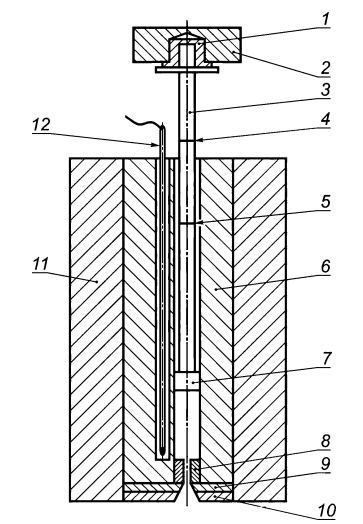
1 — теплоизоляция; 2 — съемный груз; 3 — поршень; 4 — верхняя контрольная метка; 5 — нижняя контрольная метка; 6 — эструзионная камера; 7 — направляющая головка поршня; 8 — капилляр; 9 — пластина, удерживающая капилляр; 10 — изолирующая пластина; 11 — теплоизоляция; 12 — датчик температуры
Рисунок 1 — Пример схемы экструзионного пластометра
Термопластичный материал, помещенный в экструзионную камеру, экструдируется через капилляр стальным поршнем, на который помещен груз заданной массы.
Рекомендуется применять экструзионный пластометр типа ИИРТ или другого типа, соответствующий характеристикам, приведенным в настоящем стандарте.
5.1.2 Экструзионная камера представляет собой цилиндр длиной от 115 до 180 мм, закрепленный в вертикальном положении (см. 5.1.6). Внутренний диаметр экструзионной камеры — (9,550 ± 0,007) мм или от 9,500 до 10,000 мм с допускаемым отклонением не более + 0,036 мм. Экструзионную камеру изготовляют из материала, стойкого к износу и коррозии при максимальной температуре испытания, с твердостью по Виккерсу не менее 500 (от HV 5 до HV 100) (см. ГОСТ 2999), шероховатостью внутренней поверхности не более Ra 0,25 мкм (см. ГОСТ 2789). Испытуемый термопласт не должен оказывать влияние на качество, свойства и характеристики материала, из которого изготовлена экструзионная камера.
Экструзионная камера окружена нагревателем, обеспечивающим ее нагрев до заданной температуры. Для некоторых термопластов может потребоваться температура 450 °C, поэтому основание экструзионной камеры должно иметь теплоизоляцию, выполненную таким образом, чтобы площадь незащищенной поверхности основания экструзионной камеры была не более 4 см2.
В качестве теплоизоляционного материала рекомендуется использовать оксид алюминия (А12О3), керамическое волокно или другой теплоизоляционный материал, предотвращающий прилипание расплавленного термопласта.
5.1.3 Поршень
Рабочая длина хромированного поршня должна быть не менее длины экструзионной камеры. Длина направляющей головки поршня должна быть (6,35 ± 0,10) мм, диаметр — (9,474 ± 0,007) мм или 9,48О_О 015 ММ. Радиус закругления нижней кромки направляющей головки поршня — О,4_о 1 мм, острая верхняя кромка направляющей головки поршня должна быть сглажена. Диаметр поршня’— не более 9,0 мм (см. рисунок 2 и таблицу 1). Направляющая головка поршня обеспечивает уменьшение трения, вызываемого отклонением поршня от оси.
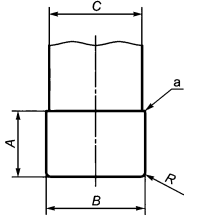
Рисунок 2 — Схематическое изображение направляющей головки поршня
Таблица 1 — Размеры направляющей головки поршня
В миллиметрах

Поршень изготовляют из материала, стойкого к износу и коррозии при максимальной температуре системы нагрева. Испытуемый термопласт не должен оказывать влияние на качество и свойства материала, из которого изготовлен поршень, и на его размеры.
Для обеспечения надлежащей работы прибора экструзионную камеру и поршень изготовляют из материалов разной твердости. Экструзионную камеру рекомендуется изготовлять из более твердого материала.
На штоке поршня должны быть нанесены две кольцевые метки на расстоянии (30,0 ± 0,2) мм друг от друга, расположенные таким образом, чтобы верхняя метка совмещалась с верхней частью экструзионной камеры, когда расстояние между нижней кромкой направляющей головки и верхом капилляра равно 20 мм. Эти кольцевые метки на штоке поршня используют как точки отсчета в процессе измерений (см. 8.4 и 9.5).
В верхней части штока поршня расположена втулка, в которую помещают дополнительный груз, втулка термически изолирована от штока поршня.
Поршень может быть полым или литым. При испытаниях с меньшими нагрузками применяют полый поршень, т. к. в противном случае может оказаться невозможным получить заданную низкую нагрузку. При проведении испытаний при повышенных нагрузках применять полый поршень не рекомендуется, т. к. высокие нагрузки могут вызвать его деформацию.
5.1.4 Система контроля температуры
Терморегулирующее устройство, обеспечивающее автоматическое поддержание температуры с точностью до ±0,5 °C.
Температуру измеряют с точностью до 0,1 °C, используя контрольный датчик температуры (например, термопару или термометр сопротивления), встроенный в стенку экструзионной камеры.
Измеренная температура может отличаться от истинной температуры испытания, поэтому систему контроля температуры следует калибровать (см. 7.1) таким образом, чтобы обеспечить определение истинной температуры расплава.
5.1.5 Капилляр
Капилляр изготовляют из карбида вольфрама или закаленной стали. Для испытания потенциально коррозионно-агрессивных материалов допускается использовать капилляры, изготовленные из сплава кобальта-хрома-вольфрама, хромистых сплавов, синтетического сапфира или других материалов, имеющих соответствующие свойства.
Длина капилляра — (8,000±0,025) мм. Внутренний диаметр капилляра — (2,095±0,005) или (1,180 ± 0,005) мм.
Сталь, из которой изготовлен капилляр, должна быть закалена до твердости по Викерсу не менее 500 (от 5 HV до 100 HV) (см. ГОСТ 2999), а шероховатость внутренней поверхности капилляра Ra — не более 0,25 мкм (см. ГОСТ 2789).
Внутренний диаметр капилляра необходимо регулярно проверять, используя проходной и непроходной калибры. Если внутренний диаметр капилляра не соответствует допустимому значению, капилляр следует заменить.
Капилляр должен иметь плоские края, перпендикулярные к оси отверстия и не имеющие видимых следов механической обработки. Плоские поверхности капилляра следует проверять, чтобы убедиться, что область вокруг отверстия капилляра не выкрошена, т. к. любое выкрашивание приводит к ошибкам при измерении. Капилляры, имеющие выкрашивание, следует заменять.
Наружный диаметр капилляра должен позволять его свободную установку в экструзионную камеру таким образом, чтобы термопласт не стекал по его наружной поверхности.
Капилляр не должен выступать из экструзионной камеры (см. рисунок 1) и должен быть установлен таким образом, чтобы его отверстие было коаксиально внутреннему диаметру экструзионной камеры.
Экструзионная камера должна иметь приспособление, удерживающее капилляр и позволяющее легко извлекать его для чистки прибора после проведения каждого испытания.
Если показатель текучести расплава испытуемых материалов ПТР более 75 г/10 мин или ПТРу более 75 см3/10 мин, можно использовать капилляр половинного размера длиной (4,000±0,025) мм и внутренним диаметром (1,050±0,005) или (1,180±0,005) мм. В экструзионной камере не следует использовать какие-либо прокладки для увеличения кажущейся длины капилляра до 8,000 мм. Капилляр номинальной длиной 8,000 мм, номинальным внутренним диаметром 2,095 мм считают стандартным для использования в данном испытании. Если применяют капилляр другого размера, это указывают в протоколе испытания.
5.1.6 Средства для установки и поддержания экструзионной камеры в строго вертикальном положении
Для этой цели подходит двунаправленный пузырьковый уровень, установленный перпендикулярно к оси экструзионной камеры, и регулируемые опоры.
Примечание — Экструзионная камера должна находиться в строго вертикальном положении, чтобы избежать избыточного трения, вызванного наклоном или изгибом поршня под действием нагрузки. Удобным средством проверки соответствия данному требованию является поршень с уровнем, встроенным в его верхней части.
5.1.7 Нагрузка
Добавочный груз подбирают таким образом, чтобы суммарная масса груза и поршня создавала заданную нагрузку на испытуемый термопласт с допускаемым отклонением ±0,5 % от заданного значения.
Грузы устанавливают на втулку, расположенную в верхней части поршня.
Можно также использовать механическое нагрузочное устройство, соединенное, например, с динамометрическим датчиком, или пневматическое устройство с датчиком давления, обеспечивающее такой же уровень точности, как и съемные грузы.
5.2 Вспомогательное оборудование
5.2.1 Общие положения
5.2.1.1 Уплотняющий стержень (приспособление) для введения образцов в экструзионную камеру, который рекомендуется изготовлять из неабразивного материала.
5.2.1.2 Приспособления для очистки капилляра (стержни) и канала экструзионной камеры (ерш) (см. 7.2).
5.2.1.3 Предельный калибр, один конец которого имеет диаметр, равный диаметру капилляра минус допуск (проходной калибр), а другой конец имеет диаметр, равный диаметру капилляра плюс допуск (непроходной калибр). Длина проходного калибра должна быть достаточной для проверки капилляра по всей его длине.
5.2.1.4 Калибровочный датчик температуры (например, термопара, термометр сопротивления или другое средство измерения температуры), применяемый для калибровки контрольного датчика температуры (см. 7.1).
5.2.1.5 Медная развертка, которой закрывают капилляр для предотвращения вытекания расплавленного материала во время прогрева. Перед испытанием развертку быстро извлекают из капилляра.
5.2.1.6 Втулка поршня должна быть термически изолирована от штока поршня и иметь достаточную длину для удерживания поршня и груза таким образом, чтобы нижняя контрольная метка была на 25 мм выше верхней части экструзионной камеры.
5.2.1.7 Материалы в виде порошка, хлопьев, лент, пленки фрагментов изделий и т. п. рекомендуется предварительно прессовать в таблетки, чтобы обеспечить возможность быстрой загрузки материала в отверстие экструзионной камеры без пустот и предотвращения образования пузырьков воздуха в экструдируемых отрезках.
Примечание — Возможны и другие варианты подготовки проб для достижения плотного (без пустот) заполнения экструзионной камеры.
5.2.1.8 Уровень для проверки установки экструзионной камеры.
5.2.2 Оборудование для определения ПТР (метод А, см. раздел 8)
5.2.2.1 Режущий инструмент для отсечения отрезков экструдируемого материала.
Примечание —Для этой цели можно использовать шпатель с острой кромкой или вращающееся лезвие с ручным управлением или приводом от двигателя.
5.2.2.2 Таймер, точность которого обеспечивает отсечение отрезков экструдируемого термопласта с погрешностью не более ± 1 % от интервала времени между отсечениями отрезков. Допускается использовать таймер, технические характеристики которого соответствуют требованиям настоящего стандарта, встроенный в блок управления прибором.
Примечание — ПТР менее 5 г/10 мин можно определять с максимально допустимым интервалом между отсечениями экструдата 240 с. В этом случае максимально допустимая погрешность для времени отсечения составит ±2,4 с. Допускаются более короткие интервалы времени, для которых максимально допустимые погрешности должны быть соответственно меньше. ПТР более 10 г/10 мин требует времени между отсечениями экструдата не более нескольких секунд. Для интервала в 1 с требуемая максимально допустимая погрешность составит ±0,01 с или менее. Допускается использовать другие интервалы времени между отсечениями экструдата. Для значений ПТР более 10 г/10 мин рекомендуется применять автоматические резаки.
Если таймер имеет физический контакт с поршнем или грузом, нагрузку нельзя изменять более чем на ± 0,5 % от номинального значения.
Для измерения интервалов времени между отсечениями экструдата допускается использовать секундомер.
5.2.2.3 Весы, обеспечивающие взвешивание в граммах с точностью до четвертого десятичного знака.
5.2.3 Оборудование для определения ПТРу (метод Б, см. раздел 9)
Датчик смещения поршня/таймер измеряет смещение и время движения поршня, используя отдельное или многократные определения на одной загрузке (см. таблицу 2).
Таблица 2 — Требования к точности измерения смещения поршня и времени
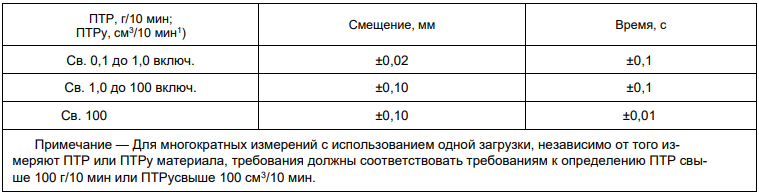
Примечание — Соответствие требованиям к точности измерения смещения поршня для ПТР не более г/10 мин и ПТРу не более см3 /10 мин обеспечивает соблюдение требований к точности для ПТР более 1 г/10 мин и ПТРу более 1 см3/10 мин.
Если устройство для измерения смещения поршня имеет физический контакт с поршнем или грузом, нагрузку в процессе измерения не следует изменять более чем на ±0,5 % от номинального значения.
Если таймер имеет физический контакт с поршнем или грузом, нагрузку в процессе измерения не следует изменять более чем на ±0,5 % от номинального значения.
6 Образец для испытания
6.1 Форма образца
Для испытаний применяют образцы любой формы, обеспечивающей введение образца в отверстие экструзионной камеры (гранулы, порошок, ленты, пленки, фрагменты изделий и т. п.).
Примечание — Для предотвращения образования пузырьков воздуха в экструдируемых отрезках порошкообразные материалы предварительно прессуют в таблетки в соответствии с документом по стандартизации или технической документацией на материал (см. приложение В).
Форма образца может влиять на воспроизводимость результатов испытаний, поэтому необходимо контролировать форму образца для обеспечения сопоставимости результатов межлабораторных испытаний и уменьшения расхождения между результатами испытаний.
6.2 Кондиционирование
Образцы для испытаний кондиционируют при условиях, указанных в документах по стандартизации или технической документации на термопласт с учетом требований ГОСТ 12423.
7 Подготовка к испытанию
7.1 Калибровка системы контроля температуры
Контроль температуры в процессе испытания осуществляют контрольным датчиком температуры, показания которого могут отличаться от истинной температуры испытания, поэтому перед измерениями проводят проверку точности установленного значения температуры, показываемой контрольным датчиком температуры прибора.
Для этого в экструзионную камеру вводят второй — калибровочный датчик температуры.
Калибровочный датчик температуры помещают таким образом, чтобы его конец находился на расстоянии 10 мм от верхней поверхности капилляра и был погружен в расплавленный термопласт. Убедившись, что температура испытания, показываемая калибровочным датчиком температуры, соответствует заданному значению, в показания контрольного датчика температуры вносят поправку алгебраическим добавлением разницы показаний обоих датчиков температуры.
Примечание — Проверка не требуется для приборов, у которых на табло индикации отображаются текущие (истинные) значения температур испытания с допустимыми погрешностями.
7.2 Очистка прибора
После каждого испытания прибор, включая экструзионную камеру, поршень и капилляр, тщательно очищают.
Экструзионную камеру очищают в горячем состоянии ветошью до зеркального блеска. Поршень вынимают и очищают в горячем состоянии хлопковой тканью, смоченной в растворителе или в полиэтилсилоксановой жидкости, или сухой хлопчатобумажной тканью.
Капилляр прочищают плотно входящим в него медным стержнем или деревянным колышком. Допускается пиролитическая очистка капилляра в среде инертного газа при температуре приблизительно 550 °C.
Процедура очистки не должна влиять на размеры экструзионной камеры и состояние поверхности. Не допускается использовать абразивные материалы и другие материалы, которые могут повредить поверхности экструзионной камеры, поршня и капилляра.
После очистки или перед началом серии испытаний капилляр следует проверить, используя предельные калибры.
Следует также предусмотреть, чтобы способ очистки, а также моющие материалы и средства (например, растворители и щетки) не оказали влияние на термопласт при следующем определении.
7.3 Выравнивание прибора по вертикали
Необходимо обеспечить строго вертикальное положение экструзионной камеры.
8 Определение ПТР (метод А, метод измерения массы)
8.1 Выбор температуры и нагрузки
Значения температуры и нагрузки указывают в документе по стандартизации или технической документации на термопласт. При отсутствии таких указаний применяют условия, приведенные в приложении А.
8.2 Прогрев прибора
Перед началом серии испытаний очищенный прибор (см. 7.2) устанавливают по уровню, нагревают без образца до заданной температуры испытания и выдерживают его при этой температуре не менее 15 мин.
8.3 Выбор массы образца и загрузка экструзионной камеры
В капилляр вставляют плотно входящую медную развертку для предотвращения вытекания термопласта во время прогрева.
Вынимают поршень, загружают в экструзионную камеру образец материала массой от 3 до 8 г (в зависимости от предполагаемого значения показателя текучести расплава (ПТР или ПТРу ), указанного в таблице 3 или 4) и, используя уплотняющий стержень (см. 5.2.1.1), вручную уплотняют термопласт. Для предотвращения попадания воздуха в испытуемый материал время загрузки не должно превышать 1 мин.
Примечание — Если показатель текучести расплава термопласта по массе или по объему менее 10 г/10 мин или 10 см3 /10 мин, допускается не вставлять медную развертку в капилляр.
Время предварительного прогрева — не менее 4 мин после завершения загрузки экструзионой камеры.
Примечание — Для предотвращения разложения некоторых материалов можно сократить время предварительного нагрева. Для материалов с низкой теплопроводностью и высокой температурой плавления и стеклования напротив может потребоваться более длительный период предварительного нагрева для получения воспроизводимых результатов.
В экструзионную камеру сразу вставляют поршень, нагруженный грузом необходимой массы.
Примечание — Для термопластов, имеющих высокую текучесть, допускается использовать ненагруженный поршень или поршень, нагруженный небольшим грузом.
После выдержки термопласта под давлением в течение времени, указанного в соответствующих документах по стандартизации на термопласт, извлекают из капилляра развертку и дают полимеру течь.
Примечание — При извлечении развертки из капилляра следует использовать перчатки.
8.4 Проведение испытания
8.4.1 Если во время предварительного нагрева поршень не был нагружен грузом необходимой массы, то после окончания предварительного нагрева на втулку поршня помещают груз необходимой массы и дают материалу стабилизироваться в течение нескольких секунд перед снятием развертки.
Дают поршню опускаться под действием силы тяжести, пока не будет экструдирован не содержащий пузырьков термопласт, это можно выполнить до или после нагружения штока, в зависимости от вязкости материала.
Перед началом испытаний не рекомендуется осуществлять принудительное удаление материала вручную или с использованием дополнительных грузов. Если требуется принудительное удаление (например, чтобы завершить испытание в течение установленного времени), следует завершить его не менее чем за 2 мин до начала испытания. Удаление материала следует завершить в течение не более 1 мин.
8.4.2 Срезают экструдированный материал, используя режущий инструмент (см. 5.2.2.1), и отбрасывают, не принимая его в расчет.
Продолжают опускать нагруженный поршень под действием силы тяжести.
Когда нижняя контрольная метка на поршне достигнет верхнего края экструзионной камеры, включают секундомер (см. 5.2.2.2), срезают экструдированный материал, используя режущий инструмент, и также отбрасывают его.
Для приборов со встроенными таймерами отсечение отрезков следует начинать в момент достижения нижней контрольной метки на поршне верхнего края экструзионной камеры.
Для измерения показателя текучести расплава отбирают отрезки экструдированного материала, последовательно отсекаемые через определенные интервалы времени, рекомендуемая длина одного отрезка от — 10 до 20 мм.
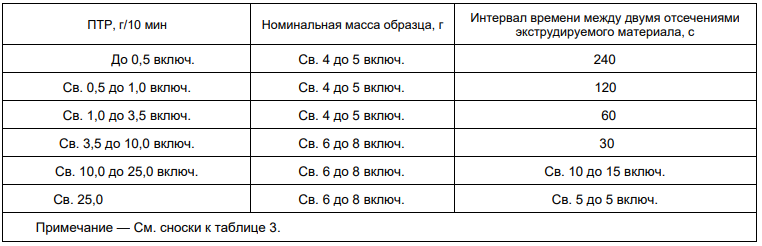
В зависимости от предполагаемого значения показателя текучести расплава выбирают интервал времени отсечения в соответствии с таблицей 3 (рекомендуемые условия испытания) или 4 (допускаемые условия испытания).
Таблица 3 — Рекомендуемые условия испытания
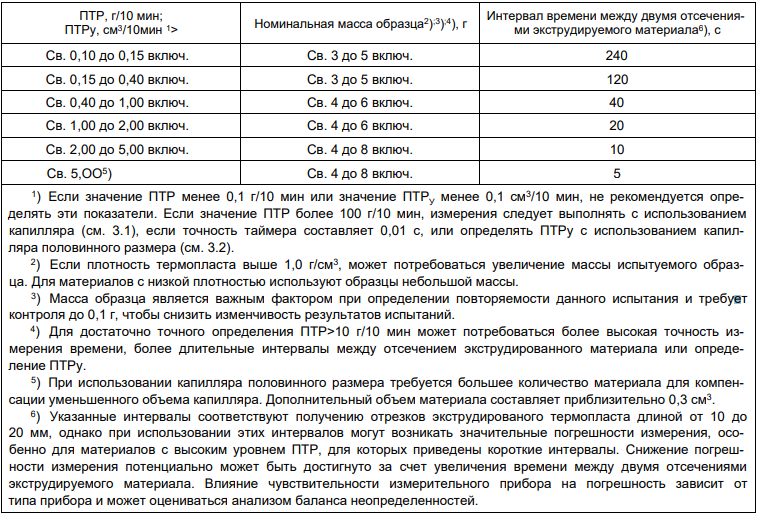
Таблица 4 — Допускаемые условия испытания
Для низких значений ПТР (и ПТРу ) и/или материалов, проявляющих относительно высокую степень расширения в капилляре, может оказаться невозможным отсечение отрезков длиной 10 мм или более в течение максимально допустимого интервала времени 240 с. ПТР определяют в случаях, когда масса каждого отрезка, полученного через 240 с, более 0,04 г. В противном случае следует определять ПТР.
Отбор отрезков прекращают, когда верхняя контрольная метка поршня достигнет верхнего края экструзионной камеры. Все отрезки, содержащие видимые воздушные пузырьки, бракуют.
После охлаждения взвешивают отдельно каждый отрезок и записывают результат взвешивания в граммах с точностью до четвертого десятичного знака. Число отрезков — не менее трех. Массу отрезка определяют как среднеарифметическое значение результатов взвешивания всех отрезков, допускаемое расхождение по массе между которыми не должно превышать 15 % среднего значения.
Рекомендуется взвешивать отрезки в порядке отсечения.
Время между окончанием загрузки экструзионной камеры и последним измерением не должно превышать 25 мин. Для некоторых материалов это время необходимо уменьшить для предотвращения разложения термопласта или образования поперечных связей (сшивания) в процессе испытания. В таких случаях следует рассмотреть возможность применения метода по [1].
8.5 Обработка результатов
8.5.1 Показатель текучести расплава ПТР, г/10 мин, вычисляют по формуле
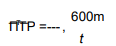
где 600 — стандартное время (коэффициент, используемый для преобразования г/с в г/10 мин), с;
m — среднеарифметическое значение массы экструдируемых отрезков, г;
t — интервал времени между двумя последовательными отсечениями отрезков, с. (1)
8.5.2 За результат испытаний принимают среднеарифетическое значение двух определений. Результат округляют до трех значащих цифр, но не более чем с двумя десятичными знаками.
9 Определение ПТРу (метод Б, метод измерения смещения)
9.1 Выбор температуры и нагрузки
См. 8.1.
9.2 Очистка прибора
Очищают оборудование (см. 7.2). Перед началом серии испытаний обеспечивают, чтобы экструзионная камера и поршень находились при заданной температуре в течение не менее 15 мин.
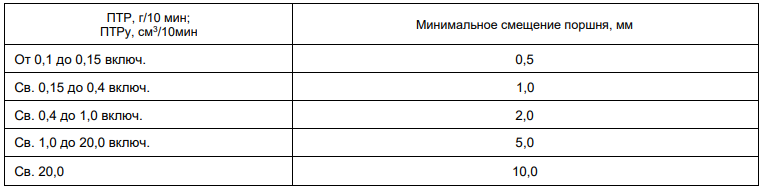
9.3 Минимальное смещение поршня
Для повышения точности и повторяемости измерений рекомендуются минимальные значения смещения поршня, приведенные в таблице 5.
Таблица 5 — Рекомендуемые условия испытаний
Примечания
1 Использование минимальных значений смещения поршня позволяет выполнить не менее трех измерений для каждой загрузки экструзионной камеры. Использование значений, превышающих значения минимальных смещений поршня, приведет к уменьшению погрешности измерений за счет чувствительности прибора. Для значений ПТРу менее 0,4 см3/10 мин использование максимального времени 240 с приведет к дальнейшему снижению погрешности измерений и при этом позволит выполнить не менее трех измерений.
2 Для некоторых материалов результаты могут зависеть от смещения поршня. Для улучшения воспроизводимости результатов рекомендуется поддерживать одно и то же значение смещения поршня для индивидуальных измерений.
9.4 Выбор массы образца и загрузка экструзионной камеры
См. 8.3.
9.5 Измерения
9.5.1 После окончания предварительного нагрева, если поршень не был нагружен грузом необходимой массы во время предварительного нагрева, на втулку поршня помещают груз необходимой массы и дают материалу стабилизироваться в течение нескольких секунд перед извлечением развертки.
Примечание — Для некоторых материалов можно сократить период предварительного нагрева, чтобы предотвратить разложение. Для материалов с низкой теплопроводностью и высокой температурой плавления и стеклования, напротив может потребоваться более длительный период предварительного нагрева для получения воспроизводимых результатов.
Дают поршню опускаться под действием силы тяжести, пока не будет экструдирован не содержащий пузырьков термопласт, это можно выполнить до или после нагружения штока в зависимости от вязкости материала.
Не рекомендуется осуществлять принудительное удаление материала перед началом испытания вручную или используя дополнительные грузы. Если требуется принудительное удаление (например, чтобы завершить испытание в течение установленного времени), следует завершить его не менее чем за 2 мин до начала испытания. Удаление материала следует завершить в течение не более 1 мин.
В случае применения принудительного удаления материала это указывают в протоколе испытаний.
9.5.2 Срезают экструдированный материал, используя режущий инструмент (см. 5.2.2.1), и отбрасывают, не принимая его в расчет.
Продолжают опускать нагруженный поршень под действием силы тяжести.
Когда нижняя контрольная метка на поршне достигнет верхнего края экструзионной камеры, включают секундомер (см. 5.2.2.2), срезают экструдированный материал, используя режущий инструмент, и вновь отбрасывают его.
Измерения начинают, когда нижняя контрольная метка на поршне достигнет верхнего края экструзионной камеры.
Измеряют:
- смещение поршня за предварительно выбранный интервал времени;
- время, необходимое поршню, чтобы сместиться на заданное расстояние.
Для некоторых материалов результаты могут в значительной степени зависеть от смещения поршня. Для получения воспроизводимых результатов следует поддерживать одинаковую величину смещения поршня в индивидуальных испытаниях.
Измерения прекращают, когда верхняя метка на штоке поршня достигнет верхнего края экструзионной камеры.
Время между окончанием загрузки экструзионной камеры и последним измерением не должно превышать 25 мин. Для некоторых материалов это время необходимо уменьшить для предотвращения разложения термопласта или образования поперечных связей (сшивания) в процессе испытания. В таких случаях следует рассмотреть применение метода по [1].
9.6 Обработка результатов
9.6.1 Показатель текучести расплава по объему ПТРу, см3/10 мин, вычисляют по формуле
где А — среднее значение номинальных поперечных сечений экструзионной камеры и направляющей головки поршня, см2, равное 0,711 см2 (см. примечание);
600 — стандартное время (коэффициент, используемый для преобразования г/с в г/10 мин), с;
/ — заданное смещение поршня или среднеарифметическое значение смещений поршня для индивидуальных испытаний, см (см. 9.3 и 9.5);
t — интервал времени между двумя последовательными отсечениями отрезков, с.
Примечание — В соответствии с допусками на диаметры экструзионной камеры и поршня средние значения площади фактического поперечного сечения экструзионной камеры и головки поршня могут изменяться не более чем на ±0,5 %, поэтому для упрощения вычислений используют номинальное значение 0,711 см2.
9.6.2 Показатель текучести расплава ПТР, г/10 мин, можно вычислить по формуле
где р — плотность расплава при температуре испытания, г/см3, вычисляемая по формуле
m — масса экструдата, полученного при смещении поршня на / см, определенная взвешиванием, г.
Примечания
- Значение плотности материала может быть приведено в документе по стандартизации или технической документации на этот материал.
- Значение плотности расплава требуется при температуре и давлении испытания. На практике применяют низкое давление и можно использовать значения, полученные при температуре испытания и атмосферном давлении.
9.6.3 За результат испытаний принимают среднеарифетическое значение двух определений.
Результат испытаний округляют до трех значащих цифр, но не более чем с двумя десятичными знаками.
10 Отношение показателей текучести расплава
Отношение двух значений ПТР (или ПТРу), полученных для испытуемого материала при одной и той же температуре, но при разных нагрузках, называют отношением скоростей потока и обозначают FRR, например,
Примечание — FRR косвенно характеризует реологические свойства и молекулярно-массовое распределение термопласта.
Условия определения FRR (значения температуры и нагрузки) указывают в документе по стандартизации или технической документации на термопласт или согласовывают между заинтересованными сторонами.
Результат определения FRR вычисляют с точностью до двух или трех значащих цифр в зависимости от того, с какой точностью вычислены значения ПТР или ПТРУ.
Для FRR, полученного с использованием капилляра половинного размера, используют обозначение FRRh.
11 Прецизионность метода
Следует учитывать следующие причины, влияющие на значения измеряемых показателей и приводящие к снижению повторяемости:
- термическое разложение или образование поперечных связей в термопласте вызывают изменение показателя текучести расплава в процессе предварительного нагрева или испытания (порошкообразные материалы, требующие длительного периода предварительного нагрева, чувствительны к этому эффекту, и в некоторых случаях необходимо применение стабилизаторов, чтобы снизить их неустойчивость);
- длина, распределение и ориентация наполнителя в наполненных или упрочненных материалах могут повлиять на показатель текучести расплава.
Прецизионность метода не установлена, т. к. отсутствуют данные межлабораторных испытаний. Отдельных данных о прецизионности измерений одного материала недостаточно из-за большого количества разных материалов и широкого диапазона параметров испытаний.
Данные прецизионности, полученные для одной марки полипропилена с высоким показателем текучести расплава, приведены в приложении Г.
12 Протокол испытаний
Протокол испытаний должен содержать:
- ссылку на настоящий стандарт;
- информацию, необходимую для полной идентификации испытуемого термопласта (данные об изготовителе материала, марку материала, его физическую форму);
- сведения об условиях предварительного нагрева, сушки и приготовления образцов, а также, при необходимости, данные о предварительной нагрузке и времени принудительного удаления материала;
- условия кондиционирования (см. 6.2);
- значения температуры и нагрузки, использованные при испытании;
- время предварительного нагрева (если оно отличается от 5 мин);
- массы отрезков экструдата, интервалы времени отсечения отрезков при определении ПТР или предварительно заданные интервалы времени отсечения отрезков или смещение поршня и соответственно измеренные значения смещения поршня или интервалы времени отсечения отрезков при определении ПТР^;
- измеренное значение показателя текучести расплава ПТР или ПТРу;
или - вычисленное значение показателя текучести расплава ПТР или ПТРу (см. 8.5.1 или 9.6.2), а также использованное значение плотности расплава;
- указание об использовании капилляра половинного размера (при использовании);
- отношение показателей текучести расплава FRR, если вычислено;
- данные о поведении испытуемого образца, например изменение цвета, прилипание, искажение формы экструдата, неожиданное изменение скорости течения расплава и т. п.;
- дату проведения испытания;
- должность, Ф.И.О. и подпись исполнителя.
Приложение А
(справочное)
Условия определения показателей текучести расплава ПТР и ПТРу
А.1 Условия проведения испытаний должны соответствовать приведенным в документе по стандартизации или технической документации на материал.
А.2 В таблицах А.1 и А.2 приведены значения рекомендуемых температур и нагрузок, которые в любых сочетаниях можно использовать для испытания новых термопластов, если документы по стандартизации на них отсутствуют или разрабатываются, при этом выбор температуры и нагрузки следует осуществлять с учетом реологических свойств материала.
Для конкретного материала при необходимости можно использовать другие условия, не указанные в таблицах А.1. и А.2.
Таблица А.1
| Температура испытания, °C |
| 100 |
| 125 |
| 150 |
| 190 |
| 200 |
| 220 |
| 230 |
| 235 |
| 240 |
| 250 |
| 260 |
| 265 |
| 275 |
| 280 |
| 300 |
| 340 |
| 380 |
Таблица А.2
| Нагрузка Н (кг) |
| 3,19 (0,325) |
| 11,77 (1,200) |
| 21,19 (2,160) |
| 37,28 (3,800) |
| 49,05 (5,000) |
| 98,10 (10,000) |
| 122,62 (12,500) |
| 211,90 (21,600) |
А.З В таблицах А.З и А.4 приведены условия определения ПТР термопластов, рекомендуемые для включения в документы по стандартизации.
Таблица А.З — Условия определения ПТР
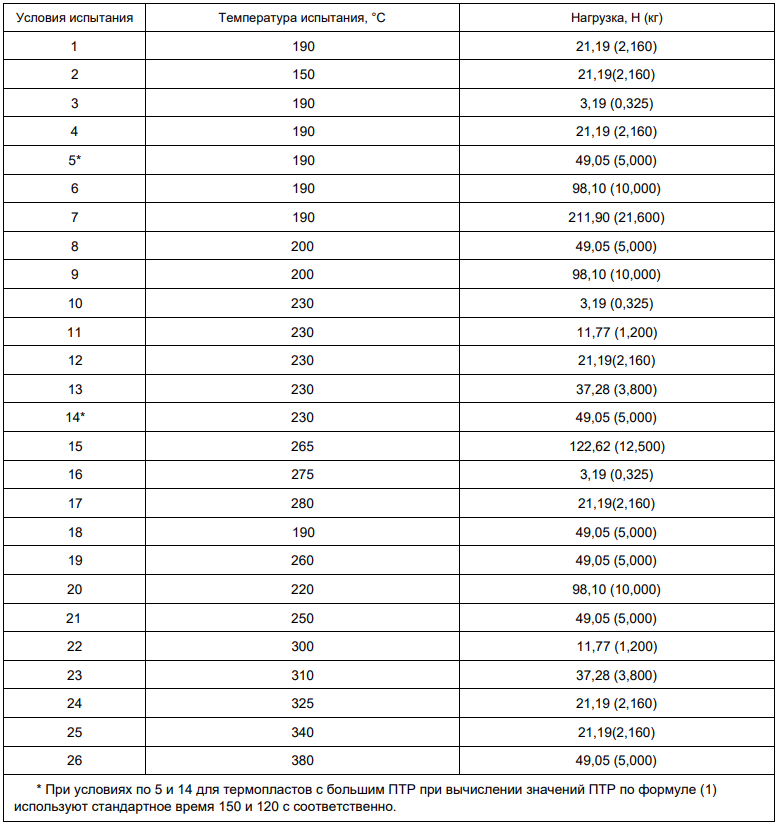
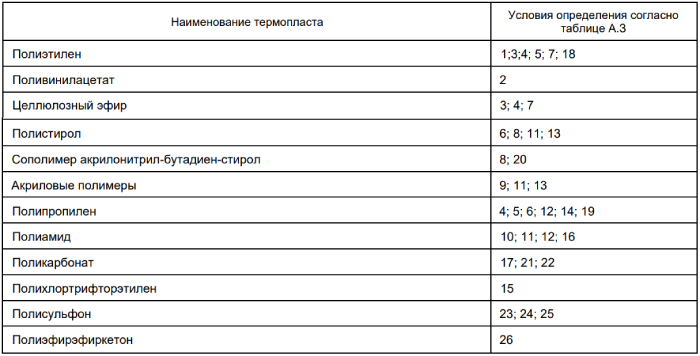
Таблица А.4 — Условия определения ПТР для термопластов
А.4 Условия определения показателей текучести расплава термопластов, используемые в международных стандартах, приведены в приложении Б.
Приложение Б
(справочное)
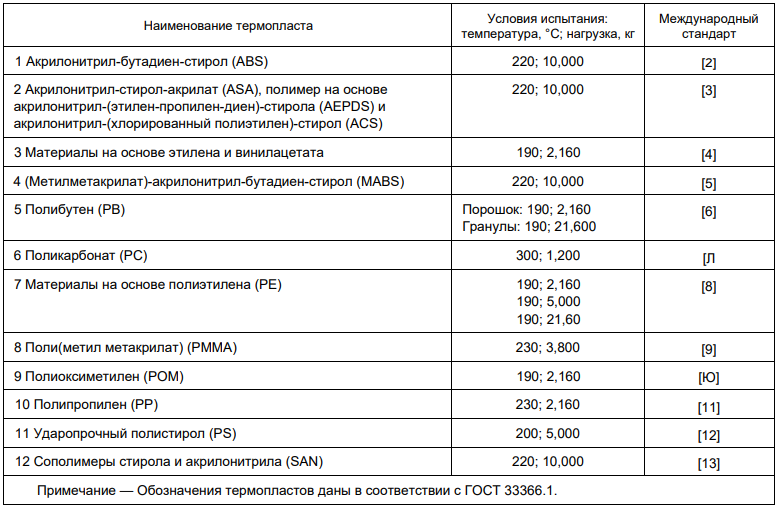
Условия определения показателя текучести расплава термопластов, приведенные в международных стандартах
Таблица Б.1 — Условия испытаний, рекомендуемые в международных стандартах
Приложение В
(справочное)
Устройство и метод подготовки таблетки
В.1 Общие положения
В настоящем приложении приведена информация об одном из методов формирования таблетки, используемой при испытании материалов в виде порошка, хлопьев, лент, пленки фрагментов изделий и т. п.
Использование образцов в виде таблетки предотвращает образование пузырьков воздуха в экструдируемых отрезках и улучшает повторяемость результатов испытаний, а также позволяет быстро загружать образцы в экструзионную камеру.
В.2 Сущность метода
Порошки, хлопья, ленты, пленки или фрагменты изделий предварительно прессуют в таблетки диаметром, близким внутреннему диаметру экструзионной камеры, но не превышающим его.
Материал прессуют при температуре ниже температуры плавления Тт для полукристаллических термопластов и близкой к температуре перехода в стеклообразное состояние Тд для аморфных термопластов, что позволяет минимизировать захват материалом воздуха и избежать деструкции материала.
В.З Аппаратура
В.3.1 Общие положения
На рисунке В.1 показан пример устройства для формования таблеток (см. В.3.2—В.3.6).
Устройство представляет собой нагреваемый цилиндр, закрытый в нижней части торцевой заглушкой. Давление на материал в цилиндре оказывается поршнем.
Примечание — Возможно применение устройства другой конструкции, например модернизированного прибора для измерения показателя текучести расплава.
1 — пневматическое устройство; 2 — поршень; 3 — к вакуумному насосу; 4 — головка поршня; 5 — цилиндр;
6 — торцевая заглушка; 7 — нагревательное устройство; 8 — датчик температуры; 9 — термоизоляция
Рисунок В.1 — Пример устройства для формования таблеток
В.3.2 Стальной цилиндр
Стальной цилиндр закрепляют в вертикальном положении и изолируют для обеспечения его работы при температуре 300 °C. Высота цилиндра — от 115 до 180 мм, внутренний диаметр — (9,550 ± 0,025) мм. Торцевая заглушка закрывает дно цилиндра и удерживается навинчивающейся гайкой.
В.3.3 Поршень
Поршень рабочей длиной не менее высоты цилиндра. Поршень должен иметь головку длиной (6,35 ±0,10) мм. Диаметр поршня — (9,474±0,007) мм.
В.3.4 Нагреватель и термостат
Нагревательное и термостатическое устройства должны обеспечивать поддержание температуры в цилиндре в пределах ±3,0 °C от заданного значения.
В.3.5 Нагрузка
Нагрузка на поршень должна составлять (2,0±0,5) кН. Нагрузка передается механическими или пневматическими средствами. Усилие прикладывают для формирования таблетированной заготовки и ее экструдирования из цилиндра после удаления торцевой заглушки.
В.3.6 Вакуумный насос
Вакуумный насос используют для удаления или уменьшения содержания влаги и газов, захваченных материалом до, во время и после предварительного формования.
В.4 Кондиционирование
Перед формованием таблетки термопласт кондиционируют в соответствии с документом по стандартизации или технической документацией на него, с учетом требований ГОСТ 12423 (см. также 6.2).
В.5 Процедура прессования
Устанавливают температуру цилиндра на (15 ± 5) °C ниже температуры плавления Тт для полукристаллического материала или на (15 ± 5) °C ниже температуры перехода в стеклообразное состояние Тд для аморфного материала. Можно использовать другие интервалы температуры, но значение устанавливаемой температуры должно быть ниже Тт для полукристаллических материалов или ниже Тд для аморфных материалов.
Примечание — Установленные диапазоны температуры считаются самыми подходящими для материалов. Порошки и хлопья только частично размягчаются и прессуются под вакуумом в таблетку.
Цилиндр и поршень очищают ветошью и закрывают дно цилиндра торцевой заглушкой.
Загружают в цилиндр кондиционированный термопласт. Количество термопласта должно быть не меньше, чем требуется для определения показателя текучести расплава материала (см. таблицу 3 или 4).
В процессе загрузки уплотняют материал с использованием уплотняющего стержня. В случае материалов с низкой насыпной плотностью наполняют цилиндр меньшим количеством материала, уплотняют его и повторяют процедуру, пока в цилиндр не будет загружено требуемое количество материала.
Подключают вакуумный насос при условии, что это не противоречит документу по стандартизации или технической документации на материал.
Примечание — Использование вакуума помогает улучшить прессование материала и минимизировать захват материалом влаги.
Сразу после загрузки материала прикладывают к поршню нагрузку (2,0±0,5) кН и удерживают ее в течение 2 мин.
Снимают нагрузку с поршня. После удаления торцевой заглушки экструдируют таблетку из цилиндра, опуская поршень.
В.6 Обращение с прессованной заготовкой (таблеткой)
Перед определением показателя текучести расплава таблетку следует охладить, если в документе по стандартизации или технической документации на материал нет других указаний.
Приложение Г
(справочное)
Показатели прецизионности для полипропилена, полученные при круговых испытаниях по определению ПТР и ПТРу
В таблице Г.1 приведены данные круговых испытаний по определению ПТР и ПТРУ полипропилена с высоким показателем текучести расплава, проведенных в 2007 г. [14].
Таблица Г.1 — Результаты круговых испытаний полипропилена с высоким показателем текучести расплава
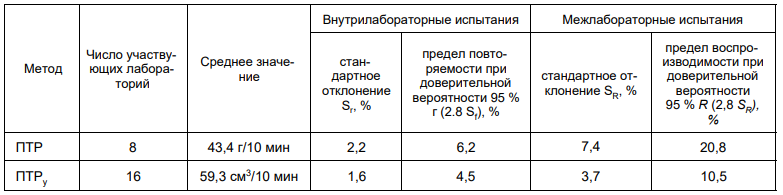
Примечание — Приведенные значения дают отношение ПТР к ПТРу — 731,8 кг/м3.
В связи с тем, что испытуемый материал имеет высокий показатель текучести расплава, полученная для него прецизионность не может быть представительной для определения показателя текучести расплава других материалов. Прецизионность метода в значительной степени зависит от материала. Результаты одной из лабораторий по определению показателя текучести расплава были сочтены выбросами и исключены.
Библиография
[1] ISO 1133-2:2011 Plastics — Determination of the melt mass-flow rate (MFR) and melt volume-flow rate (MVR) of thermoplastics — Part 2: Method for materials sensitive to time-temperature history and/or moisture
(ИСО 1133-2:2011) [Пластмассы. Определение индекса текучести расплава термопластов по массе (MFR) и по объему (MVR). Часть 2. Метод для материалов, чувствительных к истории термического цикла и/или влаге]
[2] ISO 19062-2:2019 Plastics — Acrylonitrile-butadiene-styrene (ABS) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 19062-2:2019) [Пластмассы. Материалы на основе акрилонитрил-бутадиен-стирола (ABS) для формования и экструзии. Часть 2. Приготовление образцов для испытаний и определение свойств]
[3] ISO 19065-2:2019 Plastics —Acrylonitrile-styrene-acrylate (ASA), acrylonitrile-(ethylene-propylene-diene)-styrene (AEPDS) and acrylonitrile-(chlorinated polyethylene)-styrene (ACS) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 19065-2:2019) [Пластмассы. Материалы из акрилонитрил-стирол-акрилата (ASA), акрилонитрил- (этилен-пропилен-диен)-стирола (AEPDS) и акрилонитрил-(хлорированный полиэтилен)-стирола (ACS) для формования и экструзии. Часть 2. Приготовление образцов для испытаний и определение свойств]
[4] ISO 21301-1:2019 Plastics — Ethylene-vinyl acetate (EVAC) moulding and extrusion materials — Part 1: Designation system and basis for specifications
(ИСО 21301-1:2019) [Пластмассы. Материалы на основе этилена и винилацетата (EVAC) для литья и экструзии. Часть 1. Система обозначений, используемая как основа для технических условий]
[5] ISO 19066-2:2020 Plastics — Methyl methacrylate-acrylonitrile-butadiene-styrene (MABS) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 19066-2:2020) [Пластмассы. Материалы на основе (метил метакрилат)-акрилонитрил-бутадиенстирола (MABS) для формования и экструзии. Часть 2. Приготовление испытательных образцов и определение свойств]
[6] ISO 21302-1:2019 Plastics — Polybutene-1 (РВ-1) moulding and extrusion materials — Part 1: Designation system and basis for specifications
(ИСО 21302-1:2019) [Пластмассы. Полибутеновые-1 (РВ-1) материалы для литья и экструзии. Часть 1. Система обозначения как основа для технических условий]
[7] ISO 21305-2:2019 Plastics — Polycarbonate (PC) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 21305-2:2019) [Пластмассы. Материалы на основе поликарбоната (PC) для литья и экструзии. Часть 2. Приготовление образцов для испытаний и определение свойств]
[8] ISO 17855-1:2014 Plastics — Polyethylene (РЕ) moulding and extrusion materials— Part 1: Designation system and basis for specifications
(ИСО 17855-1:2014) [Пластмассы. Материалы на основе полиэтилена (РЕ) для формования и экструзии. Часть 1. Система обозначения и основа для технических условий]
[9] ISO 24026-2 Plastics — Poly(methyl methacrylate) (РММА) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 24026-2) [Пластмассы. Поли(метил метакрилат) (РММА) для формования и экструзии. Часть 2. Приготовление образцов для испытаний и определение свойств]
[10] ISO 29988-2:2018 Plastics — Polyoxymethylene (РОМ) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 29988-2:2018) [Пластмассы. Полиоксиметилен (POM) для литья и экструзии. Часть 2. Приготовление образцов для испытания и определение свойств]
[11] ISO 19069-2:2016 Plastics — Polypropylene (РР) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 19069-2:2016) [Пластмассы. Материалы на основе полипропилена (РР) для формования и экструзии. Часть 2. Приготовление образцов для испытания и определение свойств] 21 ГОСТ 11645—2021
[12] ISO 2897-2:2003 Plastics — Impact-resistant polystyrene (PS-I) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 2897-2:2003) [Пластмассы. Ударопрочный полистирол (PS-I) для литья и экструзии. Часть 2. Приготовление испытательных образцов и определение свойств]
[13] ISO 19064-2:2020 Plastics — Styrene-acrylonitrile (SAN) moulding and extrusion materials — Part 2: Preparation of test specimens and determination of properties
(ИСО 19064-2:2020) [Пластмассы. Сополимеры стирола и акрилонитрила (SAN) для литья и экструзии. Часть 2. Подготовка образцов для испытаний и определения свойств]
[14] Rides, М., Allen, С., Omloo, Н., Nakayama,К., Cancelly, G. Interlaboratory comparison of melt flow rate testing of moisture sensitive plastics. Polym. Test. 2009, 28, pp. 572—591